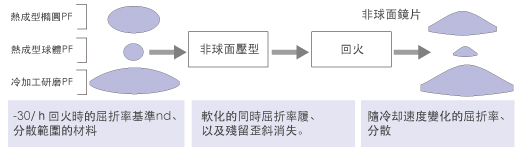

玻璃軟化後壓型的粘性中原本的殘留歪斜會消失、之後隨回火時的冷却速度來決定最終的屈折率。
一般情況下、冷却速度越快折射率越低。銷售的PF都在玻璃轉移点溫度付近、以-30℃/h來回火時、保證本手冊的基準值以及規格在公差範圍之內。隨壓型後回火的条件的變化而變化。
屈折率的冷却速度之變化隨光的波長而發生若干差異。硝材對波長的依存性各異、本手冊中用d線、C線、F線、g線用β值來表示各波長屈折率的變化量。銷售的PF只得到簡易回火、PF本身的折射率跟基準折射率不同。這樣的話冷却速度變化時分散變化的預測便成為可能。
冷卻速度折射率的變化量βx為、Tg附近一定時冷卻速度-1°C/h時的折射率與冷卻速度-10°C/h時折射率的差以10-5來表示。G線、F線、d線、C線分別來求。
β = n R1 - n R10
一般折射率與冷卻速度的對數值之間呈直線關係、以d線為例所示如下。
nd Rx = nd R1 - βlog(Rx)
這裡、nd Rx為冷卻速度R(°C/h)時的nd
nd R1 為冷卻速度1(°C/h)時的nd